Quando si lavora nel settore manifatturiero.Voglio una precisione controllata a 3σ ± 50um".a TokyoVoglio il controllo del processo in Cpk 1.33".Potreste sentire parole difficili come.
Comprendere "sigma", "Cp" e "Cpk".Distribuzione normale, deviazione standard e indice di capacità di controllo del processodevono imparare a farlo.
Per inciso, il suddetto "3σ ± 50um" significa che circa il 99,731 TP2T del prodotto rientra nell'intervallo ± 50um, mentre "Cpk 1,33" significa che il 99,99371 TP2T del prodotto rientra nei limiti superiori e inferiori delle specifiche.
In questo blog, la distribuzione normale, la deviazione standard e l'indice di capacità di controllo del processo (Cp e Cpk) sono stati spiegati solo a parole, senza usare formule matematiche, in modo che anche chi non è bravo in matematica possa capirli.
Più conoscenze si hanno, più si è in grado di svolgere il proprio lavoro. Approfittatene.
Che cos'è una distribuzione normale?
Che cos'è una distribuzione normale?Distribuzione standard dei dati quando il prodotto viene misurato.di.
In inglese si chiama "Normal Distribution". In cinese si scrive "正态分布(zhèng tài fēn bù)" o "distribuzione normale (cháng tài fēn bù)".
Come esempio per illustrare la distribuzione normale, supponiamo di cuocere 100 pagnotte fatte in casa e di pesarle tutte.
Se si calcola il peso di ogni pagnotta e lo si visualizza su un grafico con il numero di pagnotte sull'asse verticale e il peso sull'asse orizzontale, si formerà sempre una montagna simmetrica, come una campana appesa a testa in giù con il valore medio al centro, come mostrato nel diagramma seguente.
La forma di questo diagramma è chiamata distribuzione normale (distribuzione normale).
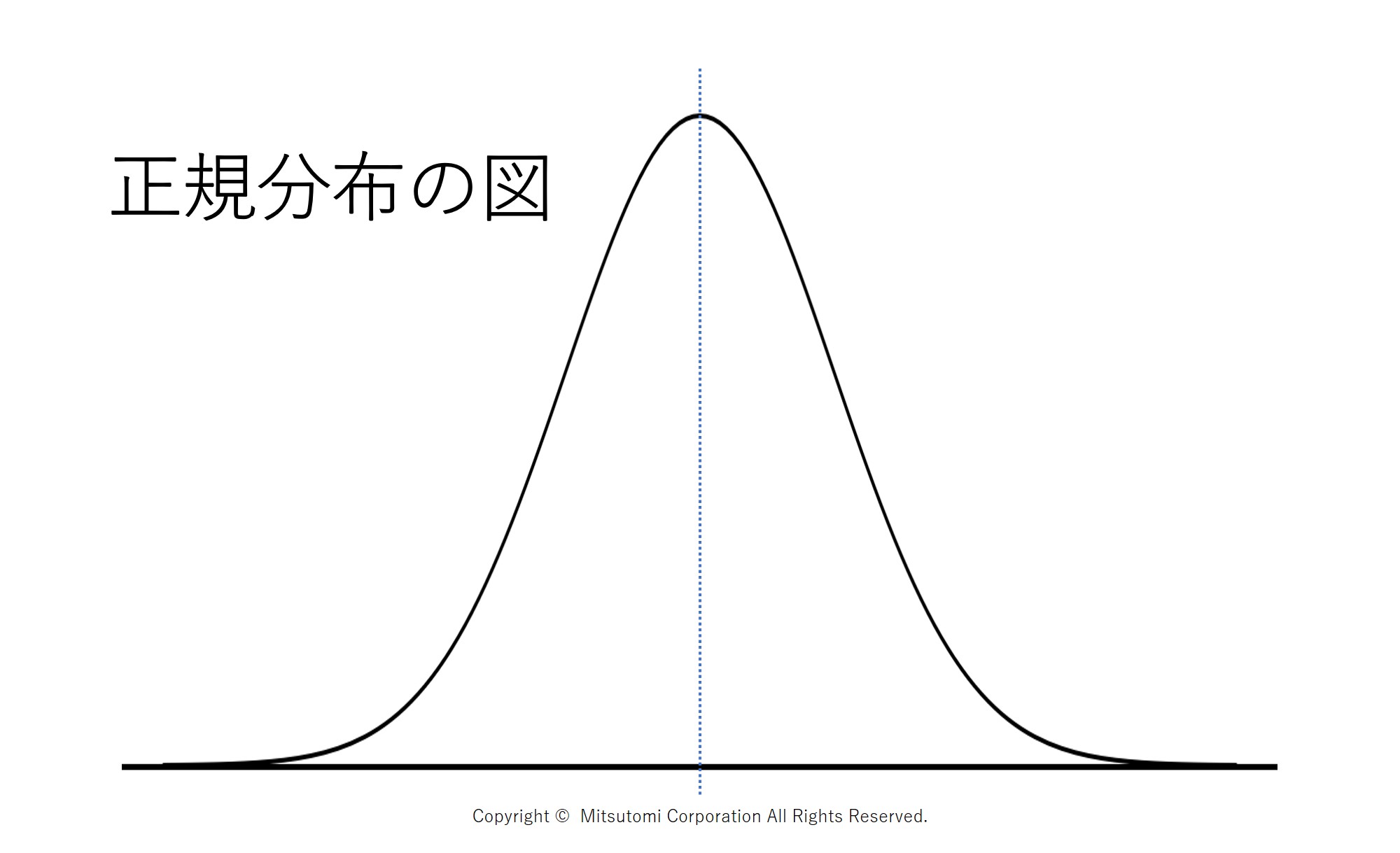
Il mondo è pieno di distribuzioni normali. Quasi tutto ciò che può essere misurato, come le dimensioni dei prodotti manifatturieri, l'altezza delle persone, il rendimento scolastico, l'entità delle precipitazioni, ecc. assume la forma di una distribuzione normale quando la variazione dalla media viene rappresentata su grafico.
Al contrario, se i dati non assumono la forma di una distribuzione normale, si può ipotizzare che i dati siano stati manomessi o che si sia verificata qualche anomalia.
Che cos'è la deviazione standard?
La deviazione standard è.Indicatore di quanto i dati misurati si discostano dalla media.Si chiama "deviazione standard (SD)" in inglese e "biāo zhǔn chā" in cinese.
In pratica, la deviazione standard è indicata con il simbolo "sigma" (σ).
Come calcolare la deviazione standard (σ)
La formula per il calcolo della deviazione standard è difficile da capire per chi non è bravo in matematica, ma il modo in cui viene calcolata può essere espresso con le seguenti parole.
- Valore medio dei dati misurati[ave-1]Cercate quanto segue.
- Ogni dato misurato e calcolato in 1.[ave-1] Differenze di[sai-1]Cercate quanto segue.
- Differenza determinata al punto 2.[sai-1]al quadrato, rispettivamente.[sai-2]Fare.
- Valore quadratico ottenuto al punto 3.[sai-2]Valore medio di[ave-2]Cercate quanto segue.
- Valore medio calcolato al punto 4.[ave-2]Il valore della radice quadrata di[1σ deviazione standard].diventare.
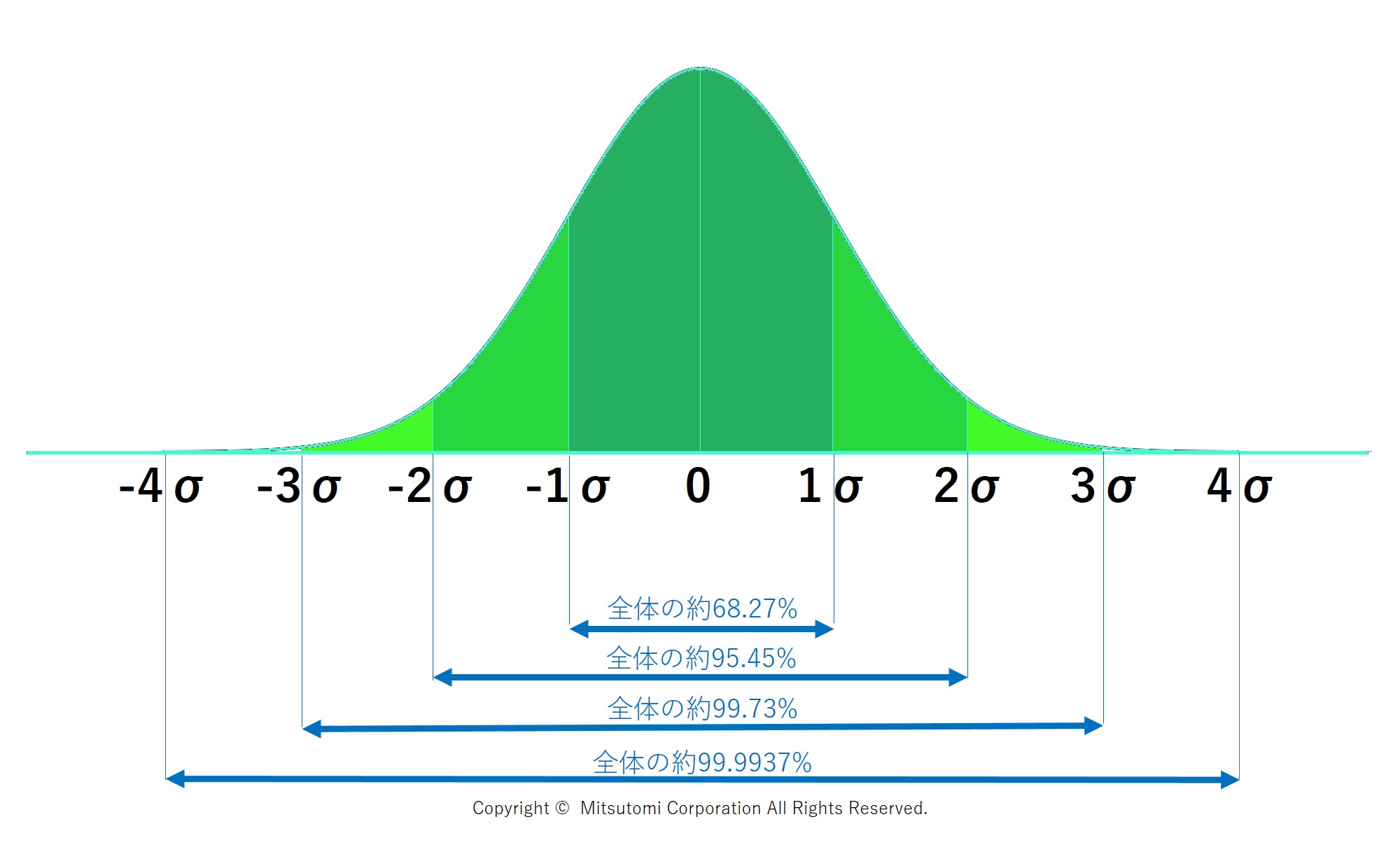
La probabilità di cadere entro ±1σ (da -1σ a +1σ) della media è fissata ed è circa il 68% (circa 2/3) del totale.
Ad esempio, una deviazione standard di 1σ di 10 per una media di 100 grammi di pane azzimo significa che circa due terzi del pane azzimo rientra nell'intervallo 100 ± 10 grammi.
Se l'ampolla pesata pesa esattamente 100 grammi e non c'è alcuna variazione, la deviazione standard 1σ è "0".
Gamma e probabilità di σ
Intervallo ±1σ = circa 68,271 TP2T del totale (probabilità di deviazione da ±1σ: circa 1 / 3)
Intervallo ±2σ = circa 95,451 TP2T del totale (probabilità di deviazione da ±2σ: circa 1 / 22)
Intervallo ±3σ = circa 99,731 TP2T del totale (probabilità di deviazione da ±3σ: circa 1/370)
Intervallo ±4σ = circa 99,99371 TP2T del totale (probabilità di deviazione da ±4σ: 1/15.787)
Intervallo ±5σ = circa 99,9999431 TP2T del totale (probabilità di deviazione da ±5σ: 1/1.744.278).
Intervallo ±6σ = circa 99,99999980271 TP2T del totale (probabilità di deviazione da ±6σ: 1/1.744.278)
Intervallo ±7σ = circa 99,9999998027% del totale (probabilità di deviazione da ±7σ: 1/390.682.215.445)
Indice di capacità di controllo del processo (Cp, Cpk)
Cp e Cpk quantificano la misura in cui l'intervallo ±3σ (99,731 TP2T della distribuzione normale) si adatta ai limiti superiore e inferiore dello standard.Indicatore del grado di variazione della qualità nel processo di produzione.Is.
Può essere calcolato dividendo "l'ampiezza dei limiti superiore e inferiore della norma" per "l'ampiezza della distribuzione normale effettivamente misurata ± 3σ". Entrambi1" se sono esattamente della stessa larghezza.Questo sarà il caso.
Nella produzione, più alto è il Cp o il Cpk, meglio è.I processi produttivi sono stabiliQuesto indica che il
Se il valore di Cp o Cpk per il processo di produzione di un prodotto è 1, significa che l'intervallo ±3σ, cioè circa 99,731 TP2T del totale, rientra nel valore standard. In altre parole, la probabilità di deviazione dalla norma è1 su 370Ciò significa che.
La differenza tra Cp e Cpk
Cp.è l'abbreviazione di "Process Capability Index", che si traduce direttamente come "indice di capacità di processo". In cinese si chiama "guò chéng néng lì" (过程能力).
Cpk.è un riferimento a un indicatore inventato in Giappone.Cp con correzione del bias".Il termine è. In cinese si chiama "guò chéng néng lì zhǐ shù" ("indice di competenza nella gestione dei processi").
Inoltre, il Cpk.'k'.è il giapponeseBias/Katayori".Il nome deriva dalle iniziali del
Cp.I calcoli si basano sull'ipotesi che il valore centrale dei limiti superiore e inferiore dello standard e il valore medio dei valori misurati effettivi (valore centrale della distribuzione normale) siano uguali, ma nella produzione reale esiste una leggera discrepanza tra il valore centrale dello standard e il valore medio dei valori misurati effettivi.
A titolo di esempio, si supponga che un prodotto abbia un valore di lunghezza specificato di 100 ± 5 um.
Il sito di produzione mira naturalmente a fabbricare prodotti esattamente a 100um, ma la lunghezza media del prodotto effettivo non è sempre esattamente di 100um e talvolta si discosta leggermente da 100,5um.
questo (qualcosa o qualcuno di vicino al parlante (incluso il parlante), o idee espresse dal parlante)Cpk corretto per le differenze.La formula per Cpk è Cpk=(1-k)×Cp.
Il Cpk è un indicatore più pratico nella pratica e viene generalmente utilizzato nel processo di produzione.Il Cpk è pari o superiore a 1,33.si dice che sia necessario.
Modello di calcolo automatico Cpk
Una tabella di calcolo automatico del Cpk è disponibile per chiunque. Non esitate a farne uso.