Quand vous travaillez dans la fabrication."Je veux une précision contrôlée à 3σ ± 50um.à TokyoJe veux le contrôle du processus dans Cpk 1.33.Vous pouvez entendre des mots difficiles tels que.
Pour comprendre "sigma", "Cp" et "Cpk".Distribution normale, écart-type et indice de capacité de contrôle des processusdoivent apprendre à le faire.
Par ailleurs, la mention "3σ ± 50um" signifie qu'environ 99,731 TP2T du produit se situent dans la plage ± 50um, tandis que "Cpk 1,33" signifie que 99,99371 TP2T du produit se situent dans les limites supérieure et inférieure de la spécification.
Dans ce blog, la distribution normale, l'écart-type et l'indice de capacité de contrôle du processus (Cp et Cpk) ont été expliqués avec des mots seulement, sans utiliser de formules mathématiques, afin que même ceux qui ne sont pas bons en mathématiques puissent les comprendre.
Plus vous avez de connaissances, plus vous pouvez faire votre travail. Profitez-en.
Qu'est-ce qu'une distribution normale ?
Qu'est-ce qu'une distribution normale ?Distribution de données standard lorsque le produit est mesuré.de.
En anglais, on l'appelle "Normal Distribution". En chinois, elle s'écrit "正态分布(zhèng tài fēn bù)" ou "distribution normale (cháng tài fēn bù)".
À titre d'exemple pour illustrer la distribution normale, supposons que vous faites cuire 100 pains maison et que vous pesez tous les pains.
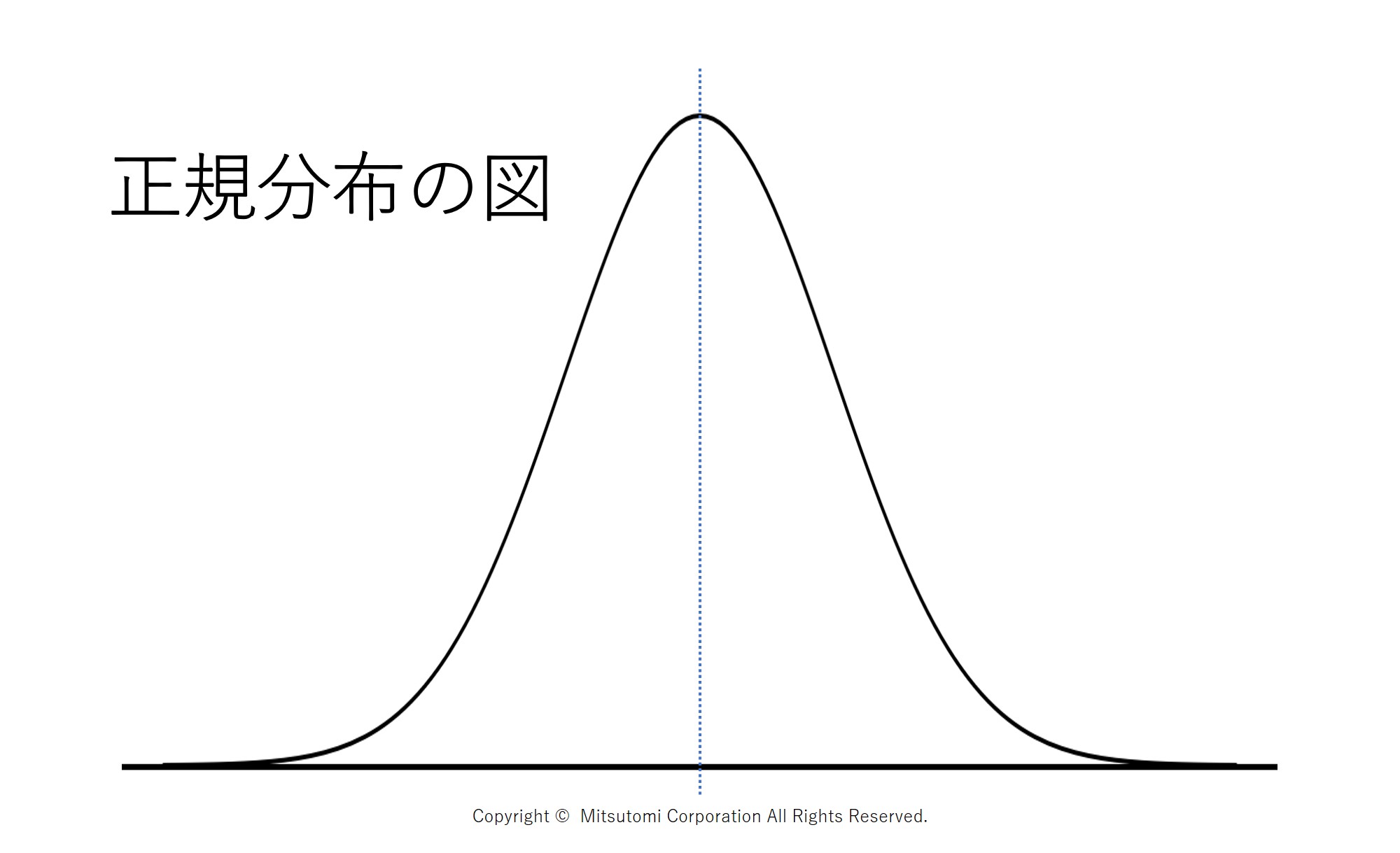
Si le poids de chaque miche de pain est calculé et représenté sur un graphique avec le nombre de miches sur l'axe vertical et le poids sur l'axe horizontal, il formera toujours une forme de montagne symétrique, comme une cloche suspendue à l'envers avec la valeur moyenne en son centre, comme le montre le schéma ci-dessous.
La forme de ce diagramme s'appelle une distribution normale (normal distribution).
Le monde est plein de distributions normales. Presque tout ce qui peut être mesuré, comme les dimensions des produits manufacturés, la taille des personnes, les performances scolaires, la taille des précipitations, etc., prend la forme d'une distribution normale lorsque la variation par rapport à la moyenne est représentée graphiquement.
Inversement, si les données ne se présentent pas sous la forme d'une distribution normale, on peut supposer que les données ont été falsifiées ou qu'une anomalie s'est produite.
Qu'est-ce que l'écart-type ?
L'écart-type est.Indicateur de l'ampleur de l'écart entre les données mesurées et la moyenne.On l'appelle "Standard Deviation (SD)" en anglais et "biāo zhǔn chā" en chinois.
Dans la pratique, l'écart-type est désigné par le symbole "sigma" (σ).
Comment calculer l'écart-type (σ) ?
La formule de calcul de l'écart-type est difficile à comprendre pour ceux qui ne sont pas doués en mathématiques, mais la façon dont elle est calculée peut être exprimée dans les termes suivants.
- Valeur moyenne des données mesurées[ave-1]Recherchez les éléments suivants.
- Chaque donnée mesurée et calculée en 1 ci-dessus.[ave-1] Différences dans[sai-1]Recherchez les éléments suivants.
- Différence déterminée au point 2 ci-dessus.[sai-1]au carré respectivement.[sai-2]Faites.
- Valeur au carré obtenue en 3 ci-dessus.[sai-2]Valeur moyenne de[ave-2]Recherchez les éléments suivants.
- Valeur moyenne calculée au point 4 ci-dessus.[ave-2]La valeur de la racine carrée de[1σ écart-type].devient.
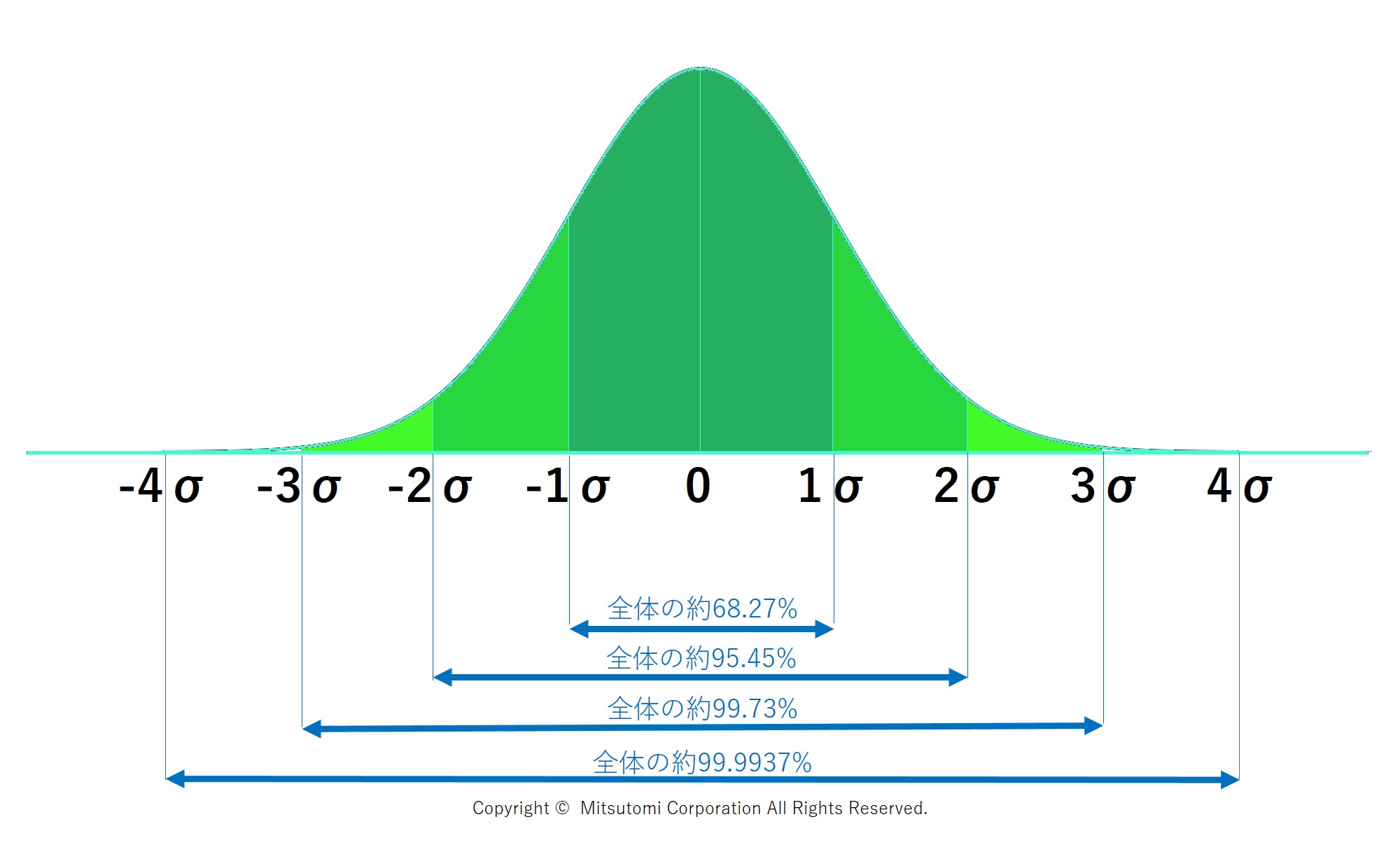
La probabilité de se situer à ±1σ (-1σ à +1σ) de la moyenne est fixée et représente environ 68 % (environ 2/3) du total.
Par exemple, un écart type de 1σ de 10 pour une moyenne de 100 grammes de pain azyme signifie qu'environ deux tiers du pain azyme se situe dans la plage de 100 ± 10 grammes.
Si l'ampan pesé pèse exactement 100 grammes et qu'il n'y a aucune variation, l'écart-type 1σ est '0'.
■ Gamme et probabilité de σ
Plage de ±1σ = environ 68.271 TP2T du total (probabilité de déviation de ±1σ : environ 1 / 3)
Plage de ±2σ = environ 95.451 TP2T du total (probabilité de déviation de ±2σ : environ 1 / 22)
Plage de ±3σ = environ 99,731 TP2T du total (probabilité de déviation de ±3σ : environ 1/370)
Plage de ±4σ = environ 99,99371 TP2T du total (probabilité de déviation de ±4σ : 1/15 787)
Plage de ±5σ = environ 99,9999431 TP2T du total (probabilité de déviation de ±5σ : 1/1 744 278).
Plage de ±6σ = environ 99,99999980271 TP2T du total (probabilité de déviation de ±6σ : 1/1 744 278)
Plage de ±7σ = environ 99,9999998027% du total (probabilité de déviation de ±7σ : 1/390 682 215 445)
Indice de capacité de contrôle du processus (Cp, Cpk)
Cp et Cpk quantifient la façon dont la plage de ±3σ (99,731 TP2T de la distribution normale) s'inscrit dans les limites supérieure et inférieure de la norme.Indicateur du degré de variation de la qualité dans le processus de fabrication.C'est.
Elle peut être calculée en divisant "la largeur des limites supérieure et inférieure de la norme" par "la largeur de la distribution normale effectivement mesurée ± 3σ". Les deux sites1" s'ils sont exactement de la même largeur.Ce sera le cas.
En production, plus le Cp ou Cpk est élevé, mieux c'est.Les processus de production sont stablesCela indique que le
Si la valeur de Cp ou Cpk pour le processus de production d'un produit est de 1, cela signifie que la plage ±3σ, soit environ 99,731 TP2T du total, se situe dans la valeur standard. En d'autres termes, la probabilité d'un écart par rapport à la norme est de1 sur 370Cela signifie.
La différence entre Cp et Cpk
Cp.est l'abréviation de "Process Capability Index", qui se traduit directement par "indice de capacité des processus". En chinois, on l'appelle "guò chéng néng lì" (过程能力).
Cpk.est un indicateur inventé au Japon.Cp avec correction du biais.Le terme est. En chinois, il est appelé "guò chéng néng lì zhǐ shù" ("indice de compétence en gestion de processus").
En outre, le Cpk.'k'.est le japonais"Biais/Katayori".Le nom vient des initiales de la
Cp.Les calculs sont basés sur l'hypothèse que la valeur centrale des limites supérieure et inférieure de la norme et la valeur moyenne des valeurs mesurées réelles (valeur centrale de la distribution normale) sont les mêmes, mais dans la fabrication réelle, il y a un léger écart entre la valeur centrale de la norme et la valeur moyenne des valeurs mesurées réelles.
À titre d'exemple, supposons qu'un produit ait une valeur de longueur spécifiée de 100 ± 5 um.
Le site de fabrication vise naturellement à fabriquer des produits à exactement 100um, mais la longueur moyenne du produit réel n'est pas toujours exactement 100um, et dévie parfois légèrement vers 100,5um.
ceci (quelque chose ou quelqu'un de proche du locuteur (y compris le locuteur), ou des idées exprimées par le locuteur)Cpk corrigé pour les différences.La formule pour Cpk est Cpk=(1-k)×Cp.
Le Cpk est un indicateur plus pratique dans la pratique et est généralement utilisé dans le processus de fabrication.Cpk est de 1,33 ou plus.est dit nécessaire.
Modèle de calcul automatique du Cpk
Une table de calcul automatique du Cpk est à la disposition de tous. N'hésitez pas à en faire usage.